Non-intrusive Marking Methods
Marking methods that are non-intrusive to the material are produced as part of the manufacturing process or by adding a layer of material to the surface using methods that have no adverse effect on material properties. These methods include:
- Ink jet
- Laser bonding
- Laser Engineered Net Shaping (LENS)
Less popular and/or successful methods:
- Silk screen
- Liquid metal jet
- Stencil
- Automated Adhesive dispensing
- Cast, forge, and mold
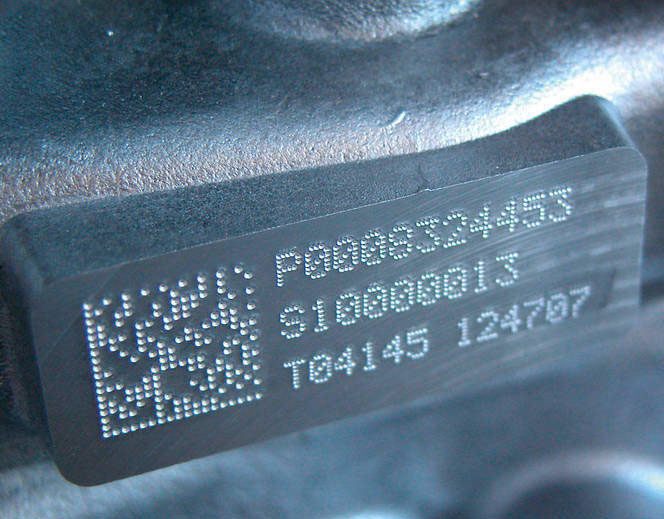
Intrusive Marking Methods
Intrusive marking methods alter a parts surface (abrade, cut, burn, vaporize, etc.) and are considered to be controlled defects. If not done properly, they can degrade material properties beyond a point of acceptability. Consequently, some intrusive markings, especially laser, are generally not used in safety critical applications without appropriate metallurgical testing. Typical intrusive marking methods include:
- Dot peen
- Direct laser marking
- Electro-chemical etching
Less popular and/or successful methods:
- Engraving/milling
- Fabric embroidery/weaving
- Abrasive blast